 新用户扫码下载
新用户扫码下载
























扫码下载APP
及时接收最新考试资讯及
备考信息

摘要:物料需求计划系统的目的是准时生产,减少库存,以实现单个企业内部的最优化生产。供应链管理则是从系统观点出发,纵观全局,力求使供应链整体的效益达到最大化。供应链管理是当前市场环境里最有效的管理方式,但是当采用了物料需求计划系统的多个企业组成供应链时,物料需求计划系统追求企业内部最优的特性和供应链致力于全体最优的特性就会产生冲突,因此必须进行协调合作。在分析了各种可能产生冲突的原因的基础上,提出了一些协调策略。
关键词:物料需求计划;供应链管理;协调;最优化生产
1 引言
目前,很多制造业企业在生产运作过程中采用了以物料需求计划(Material Requirement Planning,MRP)为核心的ERP系统,但是传统的MRP系统存在很多缺陷和不足,其中最显著的两点是:①传统的MRP系统假设环境是确定的;②传统的MRP系统很少考虑如何和上游供应商之间的合作需要。Kadipasaoglu和Sridharan指出,在MRP系统中发生的不稳定性,几乎都是由于我们假设环境是确定的而造成的。K. vanDonselaar、J.van den Nieuwenhof、J.Visschers论述了造成MRP系统不稳定的三个因素:①批量;②需求的不确定;③产品。根据David Pyke、David Robb和 John Farley对上海100家采用MRP系统的企业进行的调查发现,在那些组成供应链的企业中,“顾客关系”与企业的运作指数相关程度最高的达到了0.31,而“供应商关系”和企业的运作指数相关程度相对较低,只有0.18.
在当前的市场环境下,企业的竞争已经不是单个企业间的竞争了,而是供应链与供应链之间的竞争。传统的MRP系统只注重自身和下游零售商的关系,而对上游供应商的关注不足,往往只是考虑企业内部资源的利用问题,一切优化工作均着眼于本企业资源的最优应用。传统的MRP系统没能给企业提供周密的供应链计划,在供应链企业的运行动态跟踪上存在很大缺陷。当已经建立了MRP系统的企业组成供应链时,由于单个MRP系统运作的惯性,多个MRP系统不能实现“无缝”衔接,整条供应链的效益将得不到很大的提高。一项关于ERP的调查报告显示,有59%的调查者和51%的调查者分别愿意把供应链管理系统和客户关系系统与ERP整合在一起,而且39%的调查者表示他们首先愿意使用供应链管理系统。因此,在供应链的环境下,为了使供应链各个节点上企业的MRP系统能够发挥其应有的作用,必须重新分析MRP系统的运行逻辑,设计多个MRP系统协调合作的方案。
在本文中,我们假设存在一个以主生产厂商为主导的二层供应链,主生产厂商采用ATO生产方式,其中零部件全部采用外购方式获得。我们将从批量、提前期、主生产计划、物料清单、模拟运行五个方面分析主生产厂商的MRP系统和各个零部件供应商的MRP系统协调合作的策略。
2 MRP的计算方法以及在供应链环境下的不足
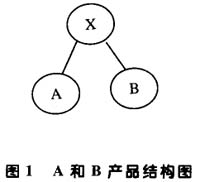
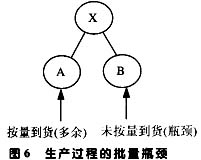
我们假设在这个二层供应链中,主生产厂商X生产产品X,而产品X由零部件A和B以比例m/n同时装配而成,零部件A和B分别由两个不同的供应商A和B提供,产品结构如图1所示。
对于零部件A来说,其净需求量的计算公式为
净需求量=毛需求量+已分配量-计划收到量-现有库存量
可用库存量=现有库存量-安全库存-已分配数量
在计算了净需求量之后,需要下达的生产计划和采购计划的数量和时间不一定等于净需求的时间和数量,因为还要受到批量和提前期的影响。假设零部件A的安全库存为20,现有库存为30,提前期为1周,批量为4周。因此,零部件A在7周内的采购计划如表1所示。

用同样的方法,在考虑了特定的比例之后,零部件B的采购计划也可类似制定。主生产厂商在制定零部件的采购计划时,并没有考虑供应商的生产能力,假定所订购的零部件能够按时按量到货。但事实上,这只是一种理想状态,由于各个供应商在供应链上是独立决策的理性主体,在各自生产能力的约束下将追求自身的最优行为。因此,供应商往往不能完全按照主生产厂商的订购量按时按量生产。这样,主生产厂商和零部件的供应商组成的供应链由于厂商之间的MRP系统在连接时存在很大的“摩擦”,将会导致整条供应链不能正常运作。
3 供应链环境下多个MRP系统协调的技术可行性
当供应链上的各个节点企业采用了不同公司 (如SAP、Oracle、PeopleSoft等)的MRP系统后,我们可以采用EAI(Enterprise Application Integration)技术整合多个MRP系统,EAI将独立的MRP系统连接成相互协作的整体,有两种逻辑上的整合方法,即直接点对点和通过中间设备。
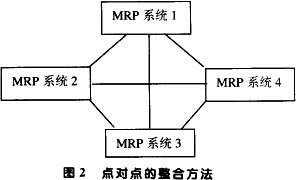
3.1 点对点的整合方法
点对点的整合方法比较容易理解并且可以快速实施(尤其是当需要整合的系统不多时)。这种方法有两个缺陷:①系统之间是直接相连的,因此当其中一个改变时,与之相连的系统很可能会被影响;②当系统数过多时,需要连接的通道数就变得很多。当系统数过多时,要连接n(n-1)/2次,点对点的整合方法如图2所示。
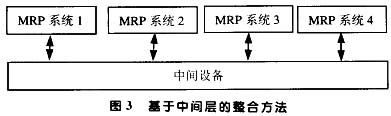
3.2 基于中间层的整合方法
基于中间层的整合方法克服了点对点整合方法的两个缺陷,该方案将各系统连接到同一个设备上,该设备提供通用的平台将各系统连接到该设备上,再由该设备负责传递各系统之间的信息。这种方案有利于在不影响其他系统的情况下增加和替换系统,并适合系统较多的情况,如图3所示。
4 在供应链环境下多个MRP系统的协调策略
在供应链环境下,各个厂商的MRP系统不再是一个封闭的系统,而应该是一个由供应链联系起来的、开放的MRP系统群。在供应链环境下,由主生产厂商和零部件的供应商组成的二层MRP系统群如图4所示。

当二层供应链上各个节点企业的MRP系统进行协调合作时,其实是各个企业进行谈判博弈的过程,谈判的结果是每个企业都会偏离自身的最优策略,但是整条供应链的效益却能达到最优。谈判博弈的过程如图5所示。
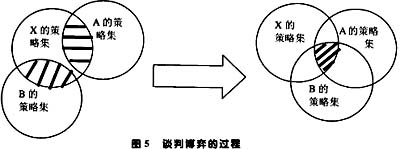
供应商A、B和主生产厂商X开始可能会有不同的可行策略交集,并以此为基础进行谈判博弈,通过协调合作,最终将会形成一个各方都认同的可行策略交集,而最终的最优方案将落在其中,对于整条供应链来说是一个稳定的方案。当然,当产品结构异常复杂、涉及的零部件供应商的数目比较多时,或许逐一进行谈判是不现实的,这时我们有必要用80/20原则,对零部件进行分类,对那些价值较高、属于关键工序的零部件实行重点采购,而其余零部件可以适当放宽采购的条件。在下文中,我们将分别从批量、提前期、主生产计划、物料清单、模拟运行五个方面分析主生产厂商的MRP系统和各个零部件供应商的MRP系统协调合作的策略。
4.1 批量之间的协调策略
主生产厂商X的MRP系统在制定零部件采购计划时,为了尽量少地保持库存,往往有自身最优的订货批量,而且假定零部件供应商A和B完全能够按照这样的订货批量来供货。但作为零部件供应商A和B来说,它们也有自身的MRP系统,也会设定自身最优的供货批量,而且在一般情况下主生产厂商 X的最优订货批量与零部件供应商A和B的最优供货批量是不一致的,考虑到零部件装配存在特定的比例关系,则多余的零部件和短缺的零部件在主生产厂商X的生产过程中是同时存在的,短缺的零部件将成为生产过程的瓶颈,如图6所示。
对于主生产厂商X来说,短缺的零部件将导致产品不能及时交货,面临违约的风险,而多余的零部件又会造成额外的库存成本。由于主生产厂商X与供应商A和B的MRP系统事先没有进行很好的协调,在整条供应链上会造成巨大的成本,为此我们提出以下协调策略。
(1)加大可能短缺零部件的安全库存,保证生产的顺畅进行。如果主生产厂商X面对的顾客是核心顾客,要是不能及时向其交货,它将选择别的生产厂商,这将对主生产厂商X造成巨大的损失,主生产厂商X可采用设置比较高的安全库存的方法,以额外的库存成本来避免违约风险。
(2)采取给予价格折扣等优惠方式,改变零部件供应商B的最优送货量。
(3)如果零部件供应商B的力量比较强大,而且零部件B又属于关键零部件,那么让供应商B改变其最优送货量可能是不可行的。为了使零部件A和B能够最大可能地配合好,主生产厂商X将采用给予零部件供应商A价格折扣等优惠方式,使零部件A的送货量能和零部件B的最优送货量配合。
(4)主生产厂商X可以要求零部件供应商A和 B同时改变它们的最优送货量,改变后的送货量能够使供应链顺畅的运作,当然主生产厂商必须给予零部件供应商A和B适当的优惠条件。
主生产厂商X与零部件供应商A和B为了提高供应链整体效益进行协商,各方都要以合作的态度考虑对方的利益,任何为了追求自身最优而转嫁风险的行为都是不可取的。整个谈判的过程可以用下面的数学模型证明。
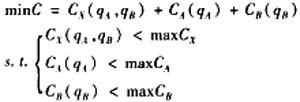
在上述模型中,CX、CA、CB分别是主生产厂商X和零部件供应商A、B与批量有关的成本函数,maxCX、maxCA、maxCB分别是主生产厂商X、零部件供应商A和B可承受的与批量有关的最大成本。
4.2 提前期之间的协调策略
基于时间的竞争是90年代以来一种新的竞争策略,具体到企业的运作层主要体现为提前期的管理。提前期是生产计划中一个重要的变量,在MRP系统中这是一个重要的设置参数,但在传统的MRP系统中一般把它作为一个静态的固定值来对待。
事实上,提前期Lt,可以用Lt=(1-ε)lt+εvt来表示,其中lt为提前期的平均值,vt为提前期的方差,而ε是权重(0<ε<1)。在传统的MRP系统中,lt是通过对过去供应商的供货情况进行统计分析得出的,并且假设在整个MRP系统的运行周期里是保持不变的:但是,主生产厂商设定的提前期可能对于零部件供应商来说不是其本身最优的提前期,而且零部件供应商的生产是存在波动的,因此提前期也是有波动的。特别当零部件之间只有相互配合才能进行装配时,不能按时到达的零部件就成为了生产的瓶颈,而准时到达的却又成为不必要的库存,将产生类似图4所示的情况。
我们对多个MRP系统提前期进行协调,重点应该放在两个方面:①主生产厂商在开始建立MRP系统时,如何设定一个最优的提前期;②随着MRP系统的运行,即随着t的变化,如何适时调整提前期。为此我们提出以下的协调策略。
(1)在开始设定提前期的时候,应该把主生产厂商的MRP系统和零部件供应商的MRP系统进行综合考虑,在以往统计数据的基础上,考虑零部件之间装配时的特定比例,重新编排生产计划,调整设定一个使各方都能接受、并使供应链整体能获得最大效益的各零部件提前期。
(2)虽然一个稳定运行的生产系统发生波动的次数是不多的,但是由于各个企业组成了供应链,因此一个节点企业的生产波动将会对整条供应链造成影响。所以,主生产厂商必须和零部件供应商在生产过程上实现信息共享,关注零部件供应商MRP系统的运行情况,综合协调各方利益,调整各个零部件的提前期。
(3)如果某零部件的提前期波动比较大,且又属于关键零部件,那么主生产厂商就应该对此零部件设置比较高的安全库存,来削弱提前期波动的影响。
在主生产厂商X与零部件供应商A和B调整各自的提前期时,其实是在下面的数学模型约束下不断博弈的过程,最终形成各方都能接受的提前期。
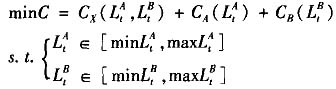
在这里 是t时刻能使整条供应链效益达到最大的零部件供应商A和B的提前期,它们是在零部件供应商A和B可以接受的提前期的范围内,经过谈判协商得到的。在实际供应链的运行过程中,更多的时候可能是一个固定值,但是这并不是说对的波动我们可以不予关注。
是t时刻能使整条供应链效益达到最大的零部件供应商A和B的提前期,它们是在零部件供应商A和B可以接受的提前期的范围内,经过谈判协商得到的。在实际供应链的运行过程中,更多的时候可能是一个固定值,但是这并不是说对的波动我们可以不予关注。
4.3 主生产计划(MPS)的协调策略
主生产计划是一个不断更新的滚动计划是计划变动、产品结构或工艺变动、采购件脱期、加工件报废等,都需要修改主生产计划或整个MRP系统,更新的频率与需求预测的周期、客户订单等因素有关。修改计划是不可避免的,并且是经常性的工作。主生产厂商某个产品生产计划的变动将不可避免地影响到该产品零部件的采购计划,这就迫使多个零部件供应商不得不修改它们的主生产计划。当主生产厂商发现生产过程中出现影响主生产计划的因素而不得不对其进行修改,到发出修改后的订单,其中存在一个时滞。因此,零部件供应商不能敏捷地对外部信息的变化作出反应,这会大大影响零部件供应商的生产过程,造成巨大的额外成本。
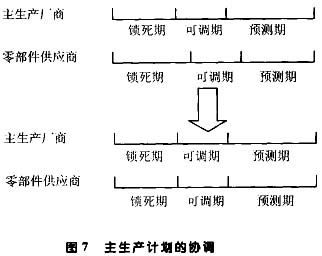
K.van Donselaar、J.van den Nieuwenhof、J.Visschers指出,由于多个传统的MRP系统没有进行很好的接合,因此在一些行业中,MRP系统在厂商之间的物料计划合作上是大大逊色于LRP系统的,而LRP系统的本质就是最终客户需求的变化信息能够很快传递到供应链的每个节点企业。可以想象,如果能把主生产厂商的MRP系统和零部件供应商的MRP系统在二层供应链上很好的接合起来,共享需求和生产信息,协调好各自的主生产计划,这将会在很大程度上提高供应链的运作效率。主生产计划的协调可用图7表示。
4.4 物料清单(BOM)的协调策略
Hau L.Lee证明了在采用ATO生产方式的企业中,延迟策略是最优的。同时,许多研究表明,通用物料清单(generic BOM)要比模型物料清单(modular BOM)更适于有多品种产品的企业。因此,在主生产厂商的MRP系统中应该采用延迟策略和通用物料清单,而延迟策略和通用物料清单能否成功应用,零部件供应商的配合是关键。如果零部件供应商对主生产厂商可能需求的多种零部件型号没有一个清晰的了解,那么它们要么对主生产厂商要求的零部件无法很快做出响应,要么不得不把自己不能生产的零部件外包给别的供应商。所以,主生产厂商在建立自己的延迟策略和通用物料清单时,应该邀请零部件供应商一起参与设计,充分听取零部件供应商的意见;如果可能的话,主生产厂商也可以帮助零部件供应商建立它们的延迟策略和通用物料清单来配合主生产厂商,形成长期的合作联盟,这无论对主生产厂商还是零部件供应商都是有利的。
主生产厂商和零部件供应商的MRP系统联合体还应对未曾预料到的客户需求进行很快的回应,对于新的客户需求在二层供应链上合作生产的流程如图8所示。
4.5 模拟运行的协调策略
主生产厂商的MRP系统建立以后是—个不断与零部件供应商的MRP系统磨合的过程,主生产厂商的MRP系统开始运行后,由于一开始并没有考虑到零部件供应商的MRP系统的配合能力,因此会存在很大的摩擦,经过数次调整以后,主生产厂商的MRP系统才能够正常运行,在这个磨合的过程中,会在整个二层供应链上造成很大的成本。
由主生产厂商的MRP系统和零部件供应商的MRP系统组成的MRP系统群要想运行正常,就要把主生产厂商和零部件供应商的数据一起输入这个MRP系统群,共同进行模拟运行,对出现的问题进行中,最终将完善后的MRP系统群在二层供应链上。整个模拟的过程如图9所示。

5 在供应链环境下多个MRP系统协调的成本收益分析
供应链节点上主生产厂商和零部件供应商的多个MRP系统进行协调将主要涉及两方面的成本。
(1)技术成本W1,这其中主要包括两项:①进行协调时修改不同软件公司提供的MRP系统所产生的成本;②在基于中间层的整合方法中,建造平台设备及一些辅助设备所发生的成本。
(2)谈判成本W2,这主要是指主生产厂商和零部件供应商在对批量、提前期、主生产计划等方面进行协调时,可能会经历一个较长的谈判期,这将耗费一定的人力、物力和财力。
而供应链节点上主生产厂商和零部件供应商的多个MRP系统协调后,整条供应链将在合作的条件下长期无摩擦的平稳运作,和未协调之前相比,将会产生—个额外的收益P.在我们研究的范围内,这种无摩擦的平稳运作可以看作是一个无限长的时期。因此,整条供应链在主生产厂商和零部件供应商的多个MRP系统进行协调后增加的收益为P/(1-R),R为主生产厂商所在行业的平均收益率。
由上述分析可知,当P/(1-R)>W1+W2时,对供应链节点上主生产厂商和零部件供应商的多个MRP系统应该进行协调。
6 结论
MRP是生产管理领域的一次重大飞跃,MRP以物料为中心的组织生产模式体现了为顾客服务、按需定产的宗旨,计划统一且可行,并且借助计算机系统实现了对生产的闭环控制,比较经济和集约化。但是传统的MRP系统只注重自身和下游零售商的关系,而对上游供应商的关注不足,往往只是考虑企业内部资源的利用问题,一切优化工作均着眼于本企业资源的最优应用。随着经济全球化和知识经济时代的到来,无国界化企业经营的趋势愈来愈明显,整个市场竞争呈现出明显的国际化和一体化。在这样的市场环境下,企业的竞争已经不是单个企业间的竞争了,而是供应链与供应链之间的竞争。因此,传统的MRP系统必须进行协调合作才能适应供应链的特点。本文提出了一些协调的策略,我们将在以后的研究中进行更加深入的探讨。
参考文献:
[1] S. N. Kadipasaoglu, V. Sridharan. Alternative Approaches for Reducing Schedule Instability in Multi-stage Manufacturing under Demand Uncertainty [J]. Journal of Operations Management, 1995, (13): 193 - 211.
[2] K. van Donselaar, J. van den Nieuwenhof, J. Visschers. The Impact of Material Coordination Concepts on Planning Stability in Supply Chains [J]. Production Economics, 2000, (68): 169 - 176.
[3] David Pyke, David Robb, John Farley. Manufacturing and Supply Chain Management in China: A Survey of State - , Collective - , and Privately - owned Enter-prises [J] . European Management Journal, 2000,18 (6) :577 -589.
[4]程控,革扬。MRPⅡ/ERP原理与应用[M].北京:清华大学出版社,2002.
[5]潘家绍,刘丽文。现代生产管理学[M].北京:清华大学出版社,1994.
[6]宋华,胡左浩。现代物流与供应链管理[M].北京:经济管理出版社,2000.
[7]Hau L. Lee. Effective Inventory and Service Management through Product and Process Redesign Operations Research [J]. Special Issue on New Directions in Operations Management, 1996,44(1) :151 - 159.
上一篇:论我国企业的物流外包问题
下一篇:供应链管理的实施要点与运行思考
Copyright © 2000 - www.chinaacc.com All Rights Reserved. 北京正保会计科技有限公司 版权所有
京B2-20200959 京ICP备20012371号-7 出版物经营许可证 ![]() 京公网安备 11010802044457号
京公网安备 11010802044457号


 新用户扫码下载
新用户扫码下载

